正值hyperMILL V2009发布在即,新发布的hyperMILL V2009在人性化操作及功能上面均有很大增强,本文重点基于hyperMILL V9.7进行了相关阐述,并从四部份进行剖析,虽然文章中涉及的内容不能完全概括这次新增的所有功能,但也可以让读者体会一二。
hyperMILL作为OPEN MIND在中国销售的主打产品,是集2D、3D、HSC、五轴联动、车复合及后处理仿真为一体的CAM综合产品,5年来通过客户的实地试用,在国内已获得良好的口碑。OPEN MIND中国经过多年来的实地总结,现已将五轴分成多种运用领域进行市场拓展,并根据客户的需求各异,采用不同的技术支持数据。
一、计算能力
多年来因为hyperMILL的智能化程度相对过高,对计算机硬件的要求相对于其他CAM产品要高出许多。
目前可以从三个方面解决这个问题,首先系统在计算过程中将调用全部的CPU资源进行处理(如图1所示),其次是绝大部份的工法策略均支持多核运算,而最重要的一点在于五轴的倾摆模式做了进一步优化。在之前的处理方式中,使用者需要设定理想倾摆角度及多轴程式的限定位置,也就是说系统会在这2个数值之间进行反复调整,这样就会耗费大量的时间去进行干涉避让。而在V2009版本中,除了可以满足之前版本的功能外,新加了更为有效的运算功能,系统会在理想的倾角内进行自适化调整。换言之,主要的倾摆角度均是以这个基本角度作为标准,当要发生干涉的时候,直接反应给用户:需要调整刀具长度。所指的调整,一方面是需要将刀 具夹持加长,另一方面是指一个最有效的夹持长度,如图2所示。总体分析,现在的运算速度比以前提升了20%以上。
二、策略新增部份
hyperMILL V2009功能不断推陈出新, 下面罗列几个具有特别运用价值的功能。
1.分析功能
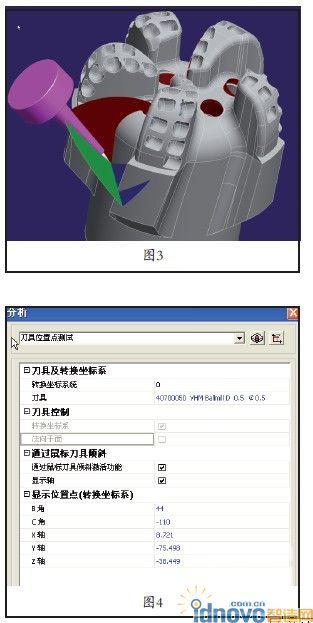
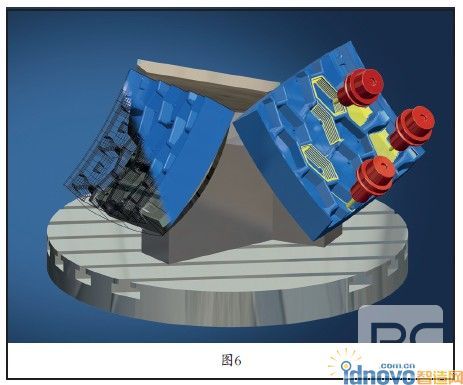
除了满足常规的点、线、面、曲率、 斜率、梳形线和高斯等功能外,在V2009中特别新增了刀具位置点测试功能。通过鼠标拖拽即可获得最佳的切削角度,以方便用户在实际生产中选取合理的刀具及刀柄,如图3所示。另外,可以直接透过即定的角度位置设置成转换坐标系(Frame),为定位加 工的区域分析提供方便,如图4所示。
2.路径五轴连接功能
在实际生产过程中,路径的连接均是采用回到机床相对位置点。以HEIDENHAIN 操作系统为例,通常是采用M140及M91得以实现。这将产生一个问题,路径的“最短”化,事实上是存在不完美的,因为每一条路径均会重复发生这样的情形,就限制了产品加工效率的提高。通过hyperMILL V2009,用户可以从传统的回退位置中真正解脱出来,仅需要设定一个相对的安全位置即可以实现路径之前的安全连接,系统会将连接的过程路径处理成五轴联动的方式,也就是说进/退刀的过程不仅仅是XYZ 轴的动作,而是以五轴的方式算出的“最短”过程路径,如图5所示。

3.转换功能
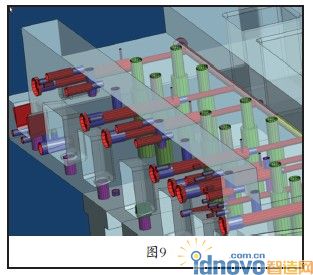
转换功能,包含了路径间的旋转、镜像及阵列等。针对产品加工在运算的过程中同时考虑到附属产品,这无疑能提高编程和生产效率。hyperMILL的转换功能不同于刀具路径编辑,首先路径经过转化后能保持父项的功能特点,同时能同父项保持参数关系,当父项进行调整时,参考后生成的路径也会随即进行自动更新,如图6、图7所示。

4.钻孔功能
从常规意义上来分析,钻孔是相对简单的作业方式,它既不需要用户去处理仿形的路径,也没有粗加工及精加工的说法。但事实上,钻孔同样是一门高深的学问,hyperMILL在处理钻孔时,同样会集成于毛坯的运算功能,可供用户进行速率方面的调整。当遇到有下穿孔的时候,可以设定不同的转速及进给速度,同时路径的排序优化也同样重要,如图8、图9所示。

5.刀具数据库
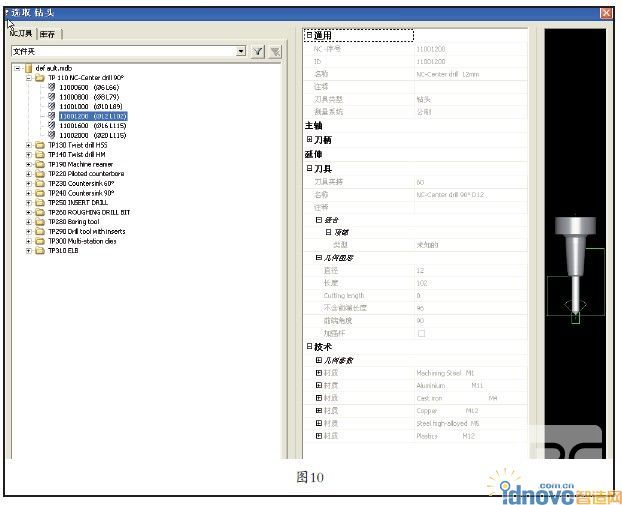
在hyperMILL V2009刀具库中,整个的刀具数据库完全与hyperMILL参数连接在一起,用户在定义库的过程中将设定不同的切削材料和刀具细节参数,当系统运算过程中遇到同样大小、不同长度的刀具时,hyperMILL会自动选取适合自身加工条件的刀具进行路径运算。同时,OPEN MIND为客户提供了标准的数据库,如图10所示。
三、功能优化
区分路径的优劣,往往需要进行实地加工。OPEN MIND通过实际的切身实践,往往会提出更加有效的解决方案,这些技能不仅仅是我们自身的创造,同时还得益于我们的专业化成功用户的总结。
1.整体编辑功能
不同的加工策略、刀具及工法分类均可以进行整体编辑,这也为后续的智能库的发展提供了先决条件。通过整体编辑功能,用户将从繁琐的操作中解脱出来,快速找到具体的参数定义进行调整。我们将编程中的全部数据罗列成一个可视化的列表,内容涉及刀具、几何图形、模型、设置、干涉检查、转化坐标系以及特征等几大项,如图11所示。

2.智能化进退刀功能
通过智能化进退刀功能的配置,用户无需对进退刀进行设定。在实际的生产过程中,进退刀的数据来源通常要将刀具的直径、长度和切削材料作为参考,在仿形加工过程中最重要的数据要从实际图形结构中反馈回来,这样,实际用户在定义过程中设定的值通常不一定是最佳值。V2009在综合考虑这些参数的同时,为客户集成了智能化退刀功能,最大程度地为用户提供了方便,如图12所示。

3.干涉检查
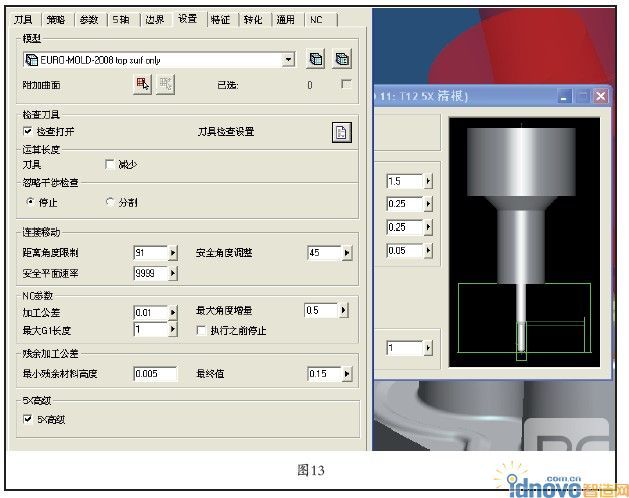
干涉检查的优劣直接影响计算时间。目前,我们针对刀具及机床主轴头的部份将实行多元化的干涉检查精度,同时考虑到实际生产过程中的一些问题,为用户提供了多种直接、有效的选项。也就是说在五轴运算路径的过程中,系统也可以采用加长或缩短刀具作为干涉检查的处理手段,如图13所示。
4.五轴路径的多样化
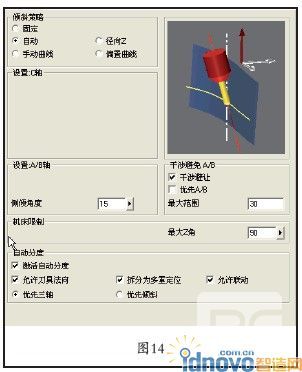
用户可以根据自身机床的一些特点,对五轴联动加工进行细节分类,如多重定义、先三轴加工后五轴跟进的方式。在V2009中,用户可以更方便地选择最适合的加工模式。我们将提供给用户新的策略,如优先三轴、优先联动以及优先自动定位等功能,如图14所示。
5.清根部分优化
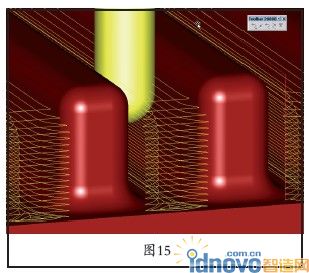
在V2009中,可以采用清根的方法对局部区域进行开粗和二次开粗,刀具路径的参考可以来源于参考的刀具合工法,如图15所示。
四、客制化工序特征(CPF)
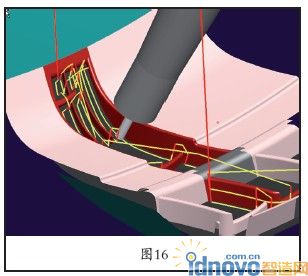
CPF不仅仅是传统意义上的智能化编程作业,最重要在于其能与CAD更加紧密地结合在一起,利用图形定义和属性等特点进行工艺性的总结。通常我们接触到的智能化编程系统,往往是一些基本的2D及三轴功能,适用性大打折扣。hyperMILL V2009将多轴的数据同样开放开来,用户可以直接从中获益,如图16所示。
目前,我们已将这个功能成功地运用于轮胎用户中。