铸造工艺设计模拟优化CASTsoft在核屏蔽箱体铸钢件的生产应用
作者:Simwe 来源:佳工机电网 发布时间:2012-09-18 【收藏】 【打印】 复制连接 【大 中 小】 我来说两句:(0) 逛逛论坛6、保温、打箱:按铸造工艺及操作规程进行操作,箱体保温时间约80小时,打箱时严禁碰撞,铸件不允许淋水。
7、清理:按热处理工艺规程进行清理,箱体切割浇冒口温度200-300℃,切割试块。
8、热处理,按热处理工艺及操作规程进行热处理。(具体工艺如图7)
图7 箱体热处理退火工艺
9、试块标记切除试块:试块切割后要及时打上标记。
五、箱体生产现场质量控制
1、木模实样结构合理,尺寸准确。
2、砂型冲砂紧实,要求砂型紧实度高,并且均匀一致,型表面光洁,尺寸合符工艺尺寸。
3、扣箱砂型干燥,碎砂清理干净,型腔尺寸控制准确,冒口、浇口合符工艺尺寸及位置要求。(如图7)

图7 箱体铸钢件扣箱检查图
4、熔炼用边角料废钢,化学成份合符标准要求。
5、浇注做到高温出炉、出钢温度1620℃,把出钢温度提高,使钢水在钢包内把渣子、气体镇静掉。低温浇注,注意控制浇注温度及速度,浇注时间60秒。加快浇注速度,要求浇注时钢水液面上升速度最低20mm/秒以上。
6、保温时间按工艺执行。
7、除砂、清理按工艺执行。
8、热处理严格按工艺标准执行。
9、严格按图纸技术要求严格控砂型和扣箱尺寸。
10、注意补贴对位尺寸,要与冒口位置同心。
11、控制冒口浇注高度,浇到冒口高度的2/3时改点注冒口到满。使冒口钢水对铸件钢水有足够的压力,提高产品质量。加保温剂捣冒口。
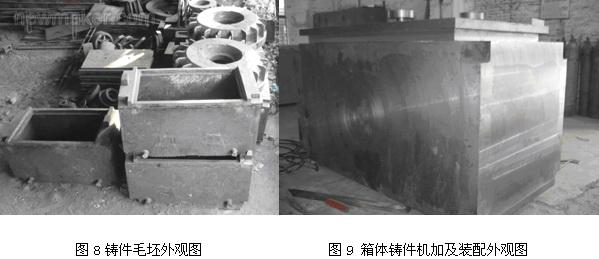
六、箱体铸件毛坯和装配情况(如图8,图9)
按照铸造模拟软件CASTsoft CAE模拟优化后工艺进行生产,通过化学成分,机械性能,超声波探伤,射线探伤,屏蔽检测,密度测试,气密性测试。箱体铸件符合质量要求,表面光洁,进行实际装配,性能优异。
结语:
通过七0砂型重力铸造12吨核屏敝箱体铸钢件总结出以下几点经验①采用铸造工艺设计及模拟优化CASTsoft CAD/CAE进行铸造工艺设计直观且速度快,有利于新产品工艺开发和工艺优化。②水玻璃七0砂型要生产探伤铸钢件,要用实样木模,型腔表面砂型必须用风枪打紧致密紧实,砂型要有足够的抗冲刷能力和承受钢水静压力,浸润能力及强度,减少砂型膨胀。③采用漂珠保温冒口套可节省钢水,减小冒口尺寸,提高冒口的补缩较果。④水玻璃七0砂型重力铸造工艺适合铸钢件生产,铸件应力小,表面比较光滑,也能生产出技术要求比较高的铸钢件。⑤应用合理热处理工艺,使组织转变,晶粒细化提高铸钢件的性能。⑥使用合理化铸造工艺也能生产出技术要求比较高的铸钢件。这次共生产30套核屏蔽箱体铸钢件得到用户好评。
作者:
1、罗建君:出生于1973年,毕业于重庆大学铸造专科,铸造工程师,现在乐山市沙湾长兴铸钢有限责任公司工作,从事铸钢件工艺设计和铸造技术开发相关工作,任技术部部长。电话:131183915980833-3683350 ;通讯地址:中国•四川省•乐山市沙湾长兴铸钢有限责任公司 罗建君 邮编:614900 E-mail:563968371@qq.com。
2、宋彬:出生于1978年7月,材料成型及控制铸造专业,工程师,现在北京北方恒利科技发展有限公司工作,从事铸造数值化模拟技术相关工作。电话:13810507162,010-88820213-8009,E-mail:sb1486@126.com,hlbj@hlzz.com。
参考文献
[1] 宋彬 铸造工艺模拟CASTsoft CAD/CAE 技术在铸造工艺设计及优化中应用 铸造技术2011年32卷第10期(第1403页),刊号:ISSN1000-8365—CN61-1134/TG
[2] 李魁盛 铸造工艺及原理 机械工业出版社 1988年
[3] 范英俊 铸造手册之特种铸造 机械工业出版社 2003年2月
[4] 王智平 底杯铸件铸造工艺模拟 铸造 2006(2)149-151
[5] 胡汉起 金属凝固原理 机械工业出版社 1997年8月
[6] 徐宏 铸造工艺设计及模拟技术 教育出版社
[7] 柳百成 等 铸造工程的模拟仿真 与质量控制 机械工业出版社, 2001年6月
[8] 李庆春 铸件形成理论基础 机械工业出版社 1982年1月




