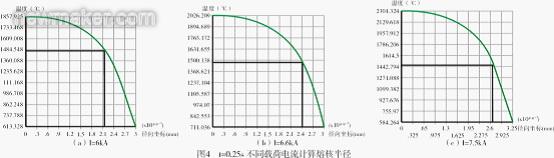
可以看出,随着载荷电流的增大, 熔核区温度逐渐升高,半径依次增大。不同板厚,热传导系数、电导率也不一样,即热传导能力不同。根据焦耳定律Q=I2Rt,材料接触电阻不同,产热量就不等。所以熔核沿着贴合面呈不对称分布形态。根据Fe-Fe3C平衡相图,钢铁类材料温度高于1450℃,即可视为熔核区,如图中红色区域所示。温度高于750℃的区域为热影响区。以上几组参数计算出的热量都能满足工艺要求,但是为了保证熔核不剥离,点焊有个最小的临界直径。根据经验, 非等厚板对接时,工艺参数的定制以薄板为参考。根据实验公式Dmin=5δ[3] (δ是板厚)计算,本文保证熔核不断裂的最小的熔核直径为4.47mm。从图4(a)、(b)、(c)可以看出,三种参数下获得的熔核直径分别为D =4.24mm、D=4.8mm、D=5.4mm。比较得出,除I=6kA不能满足要求,其它两组参数都可行。从图3中看出, 7.5kA 的载荷电流熔核形态要好于6.6kA,为证明焊接电流、通电时间与熔核偏移量的关系,本文进一步做了模拟计算。
4验证减小熔核偏移方法
比较I=6.6kA,t=0.25s、I=10kA,t=0.2s的熔核偏移量,以贴合面与熔核中心线的距离为依据。如图5所示。
从图5中可以明显的看出,(b)组熔核中心线距离工件贴合面要近于(a)组,即(b)组的熔核偏移量明显的小于(a)组。
5结束语
5.1 通电时间不变时,熔核直径随着载荷电流的增加而增大,只要电极温度达不到熔点即可。
5.2 针对熔核偏移问题,本文获得以下结论:采用硬规范,即采用大载荷电流,短的通电时间,可以减小熔核偏移。这个结论与书中记载相同,说明本文模拟的合理性。
5.3 本文所述的接头的点焊工艺参数:可以考虑t=0.25s、I=6.6kA,与t=0.25s、I=7.5kA这两组,但考虑到熔核偏移的问题,建议采用I=10kA、t=0.2s这组,因为这组参数计算得到的熔核直径与薄板电极温度都满足要求,且熔核偏移量很小。
参考文献
[1] Zhou M, Zhang H, HuSJ. Relationships between quality and attributes of spot welds[ J] . Welding Journa1,2003, 82(4): 72s~77s.
[2] 罗怡. 非等厚异种钢熔核形成过程多远线性回归模型. 焊接学报,Vol 31(11).
[3] 李茹娟. 低碳钢电阻点焊过程有限元分析. 合肥工业大学硕士学位论文[D].
[4] 王敏. Dp590双相钢熔核形成过程数值模拟. 上海交通大学学报, 2009.Vol 43(1).
[5] 王慧越. 双相钢电阻点焊接头断裂形式. 焊接实验研究, 2007.(7)




