图4 为电池阵模型前4阶模态。
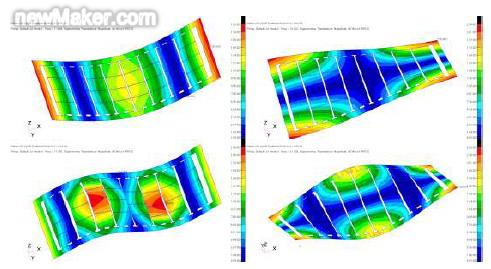
图 4 模型前4 阶模态
5 Patran 中处理ELEMID 和ELPAT 的问题
ELEMID 和ELPAT 这两种形式的焊接单元均是以板单元号标示连接关系,处理个别的焊接单元较为方便。SHIDA, SHIDB 是上下两层板单元的ID。
工程中大型模型组装时,对重复出现的模型采取如下步骤:
1)单个部件模型 . bdf 文件的重复导入。
2)对导入模型的移动。
对PARTPAT 类型的焊接单元模型,重复导入时模型的节点、单元会自动更新,材料、单元属性会重新命名。尽管会出现单元重复警告信息,不会产生错误。但是对于2010 版本及之前的版本而言:“ELEMID”和“ELPAT”形式的焊接单元却会出现如下问题:
焊接单元没法导入。
在Patran 中可以看到焊接单元,但在提交Nastran 运算时,错误提示:
“新焊接单元的GS 点在ID 为SHIDA 和SHIDB 的单元面上无法投影。”
新导入模型后,原来模型的焊接单元消失,出现在新模型中。
第一个问题是由于大型的模型需要重复导入.bdf 文件,需要注意Global Model Tolerance的值,默认值为0.005。焊接单元的直径的有效位往往在0.001 之后,需调整容差值方可使焊接单元正确导入。
第二个问题是由于新旧模型中焊接单元对应的单元ID 号相同,SHIDA1=SHIDA2, SHIDB1=SHIDB2。新焊接单元处的节点GS2 在SHIDA2 或者SHIDB2 处投影出现错误。
第三个问题是由于旧模型的板单元号变化,而新模型的板单元号仍是.bdf 中的SHID 号,新焊接单元在SHID 上投影,与旧焊接单元的属性相同,旧焊接单元被新焊接单元代替。
针对以上问题,建议采取以下措施:
在导入含有焊接单元的模型时,重新设置Global Model Tolerance 的值。
Renumber 旧模型的单元号、节点号。
比如原来模型中最大单元号为n1,最大节点号为n2,Renumber 时从n1+1、n2+1 开始,保证新旧模型不冲突。
3)在导入新模型时,设置Offset=0。
这样保证了新模型中需焊接的板单元的ID 号不变,Patran 按照 .bdf 中的参数寻找到需焊接的单元,进而建立连接。
4)Renumber 旧模型中Connector 单元号。
以上处理,使新旧模型的关系清晰,使模型的管理得到改善。以上问题及处理方法对Fastener 单元同样适用。
6 与RBE2 单元的比较
如图5、6 所示为电池阵子板,其中图5 中3 块小板通过Mpc 连接,图6 通过焊接单元连接。
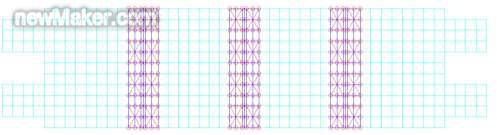
图5 Mpc 连接
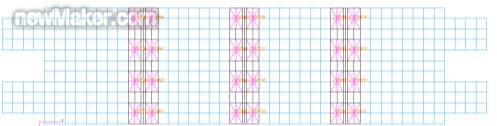
图6 Cweld 连接
在板壳模型中,采用焊接单元比采用RBE2 单元耗时少,连接刚度变化范围宽,可通过更改焊点数和焊接单元半径更改连接刚度,也可通过重新划分网格,比如将板单元分割,连接小单元建立焊接单元。另外,当RBE2 单元与连接面的法线方向超过30o 时,其模拟结果的精确度不高,在划分有限元网格时需注意连接节点的对齐问题;而CWELD 单元可以通过点对点、点对面、面对面连接,适用性好[2]。
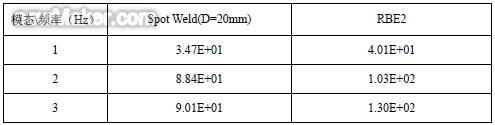
表3 列出模型采用不同连接,边界自由的频率值。同时,模型中焊接单元与RBE2 单元均是将周围18 个点关联,单元个数均是24 个。由表3 可见,相比于RBE2 单元的刚性连接,焊接单元的连接刚度偏小,如需增加刚度,可更改单元的材料和直径。
表3 两种连接方式的比较
7 结论
Spot Weld 单元应用方便,特别是通过属性建立连接的PARTPAT 形式的焊接单元,在设置好投影点的情况下,短时间内即可建立大量的焊接单元。适合处理航空航天、汽车行业大模型中焊点较多的模型。
ELEMID 和ELPAT 形式的焊接单元以及Fastener 单元中存在的三个问题,可以通过有效的途径得到解决。步骤简单,同时优化了模型的管理。对于这些问题,可以通过进一步的开发得到自动化的解决。
本论文的模型中,在连接点和关联点相同的情况下,RBE2 单元比Weld 单元的连接刚度大。一般地,建立Weld 单元比RBE2 单元用时少,参数变化范围宽,对模型的适用性好。
参考文献
[1] MD Nastran R3 Documentation 2008
[2] 王玉超,王力,宋俊.利用CWELD 和RBE2 模拟焊点模态及刚度分析[J].现代制造工程,2009,4: 116-118




