基于PowerMILL的汽车发动机等速圆柱凸轮曲面的数控加工
作者:Simwe 来源:万方数据 发布时间:2012-05-08 【收藏】 【打印】 复制连接 【大 中 小】 我来说两句:(0) 逛逛论坛2 数控加工的工艺安排
汽车发动机等速圆柱凸轮材料选用40Cr,毛坯尺寸为φ201mm,外圆直径为φ200mm,内孔直径为φ40mm,键槽均已完成加工,有关工艺安排为:
1)3D模型的建立。用NX软件构建汽车发动机等速圆柱凸轮的3D模型,如图3所示。
2)加工坐标系的确定。以毛坯下表面圆心为坐标系原点建立工件坐标系。
3)数控加工工序的安排。加工工序一般可分为:局部粗加工→预清角→粗加工→粗清角→半精加工→小刀粗清角→精加工→精清角。本例加工工序采用粗加工→半精加工→精加工。
4)刀具的选择。按照适用、经济和安全的原则,对应不同加工工序,各选一把铣刀。粗加工选用直径为咖2smm键槽铣刀,半精加工选用直径为430mm球头铣刀,精加工选用直径为φ18mm的球头精铣刀。
5)工件的定位与夹紧。由于研制阶段该件为单件小批生产,故以外圆柱表面和键槽侧面作为定位基准面,采用三爪卡盘自定心夹紧。绕Z轴旋转自由度,采用直接找正法测量键槽侧面。

图3 用NX软件构建的等速圆柱凸轮3D模型
3 不同加工工序中加工策略选择及参数设置
3.1 粗加工工序
粗加工主要任务是切除加工表面上的大部分余量,使毛坯的形状和尺寸尽量接近成品。加工精度要求不高,切削用量、切削力较大。加工策略使用最佳等高、三维偏置或平行加工方式。本例中粗加工采用最佳等高加工方式,粗加工参数设置如图4所示。
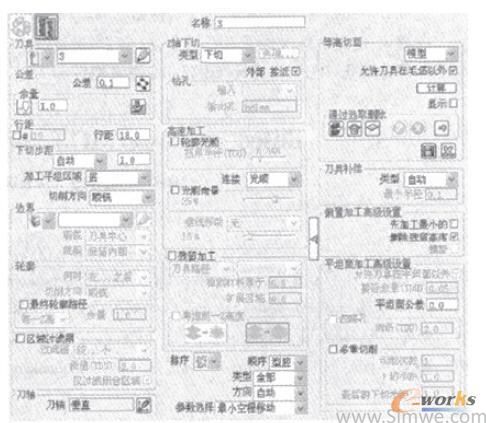
图4 等速圆柱凸轮曲面轮廓粗加工参数




