摘要:基于HyperStudy 和相应铸造分析平台,开发了熔模铸造工艺智能优化设计系统,实现了铸造工艺设计(CAD) 与模拟仿真(CAE) 的紧密结合。首先采用铸造CAE模拟软件对初步铸造工艺设计方案进行模拟,获得铸造缺陷数据;然后设定浇注系统尺寸变化范围,在HyperStudy中设定约束条件和目标约束,调用求解器,分析铸造工艺系统尺寸变化与铸造缺陷之间的关系。通过多次迭代计算,获得浇注系统尺寸和铸造缺陷的最佳匹配,在满足铸造缺陷要求的前提下实现浇注系统体积最小。
关键词:铸造CAD/CAE,铸造工艺优化,HyperStudy
0引言
铸造凝固模拟(CAE)技术已经广泛的应用于铸造工艺开发中。在铸件实际生产前,对对多个铸造工艺方案进行模拟分析,预测缩孔、缩松、卷气、夹杂、裂纹、应力集中等常见铸造缺陷,为铸造工艺优化提供相应的参考,并对铸造工艺进行相应改进。目前铸造CAE的模拟分析作用主要体现在对已经完成工艺方案的验证,暂时还不能结合CAD系统并根据初步模拟分析结果对浇注系统尺寸在允许的范围内进行更改,实现铸造工艺智能设计[1-3]。同时由于对模拟显示结果的理解程度不同,基于模拟结果进行工艺优化的能力也因人而异,往往需要多次更改铸造工艺设计参数甚至结合实际生产,通过多次反复才能完成工艺设计。本文以熔模铸造工艺优化为案例,以HyperStudy和相关铸造有限元软件为分析平台,根据模拟得到的铸件缩松缺陷数据,由HyperStudy在设计允许的范围内调整浇注系统尺寸,随后调用求解器进行分析,根据约束条件和目标函数,经过多次迭代计算,获得浇注系统尺寸和铸造缺陷的最佳匹配,实现了CAD数据与CAE模拟分析结果的耦合,开发出了一套基于HyperStudy有限元分析软件平台上的熔模铸造工艺系统智能优化分析优化设计方法。
1软件平台介绍
HyperStudy是一个HyperWorks软件包中的一款主要产品,主要用于CAE环境下DOE (试验设计),优化,以及随机分析研究,适用于研究不同变化条件下设计变量的特性,包括非线形特性。还能应用在合并不同类型分析的跨学科领域中。模型易于参数化。除了传统意义上定义输入资料为设计变量,有限元的形状也能够被参数化,可与多种外部求解器合并使用,进行线性和非线性的DOE和优化分析。本文中的优化研究主要用于寻找参数的最佳设定以满足一定数目约束下的特定目标最大化(最小化或趋近设定值)。利用HyperStudy的向导系统定义设计参数,从求解模型结果中提取数据来定义作为响应,再把响应分别定义为约束和目标进行优化研究。利用其提供的优化引擎,将求解器或响应面方程纳入优化计算循环,不断调整在求解模型文件中设定的参数值,再求解,之后比较每一次的响应计算结果,从而完成优化循环。
2智能化铸造工艺流程设计路线
浇注工艺系统设计是熔模铸造工艺设计中最重要的一部分,也是铸造工艺设计的难点所在。本文基于CAE模拟分析软件对铸造工艺凝固模拟输出结果,获取铸件缩送和浇注系统体积数据,由HyperStudy根据设计范围更改浇注系统尺寸,从而实现浇注系统的自动生成与定位并分析浇注系统尺寸和铸造缺陷。CAD/CAE浇注工艺系统智能优化流程图如图1所示。首先对初步工艺方案进行模拟分析,并输出铸造缺陷和浇注系统体积数据;接着利用域定义方式和脚本模式,根据HyperStudy提供的更改数据,实现三维数据的更改,重新进行模拟分析。通过多次迭代分析,获得浇注系统尺寸和铸造缺陷的最佳匹配,最终形成最佳优化方案,并进入生产。

图1 CAD/CAE浇注工艺系统智能优化流程图
3熔模铸造内浇口优化分析
3.1内浇口设计尺寸定义
内浇口以及铸件如图2所示,在本分析中主要分析圆柱状内浇口尺寸变化对铸件缩松缺陷的影响。内浇口直径初始值设定为8mm,允许尺寸变化范围为5-10mm,约束条件为缩松体积不超过0.008,目标函数设定为在此条件下,内浇口体积最小,根据模拟分析结果分析铸件缺陷的变化规律与内浇口尺寸变化的对应规律。
3.2分析参数设定
熔模铸造的铸件以及浇注系统如图2所示,在熔模铸造模拟分析中主要工艺参数设定如下,模壳厚度:5mm;模壳材料:硅砂;模壳预热温度:300 ℃;浇注温度:1600℃;合金材料:低碳钢。
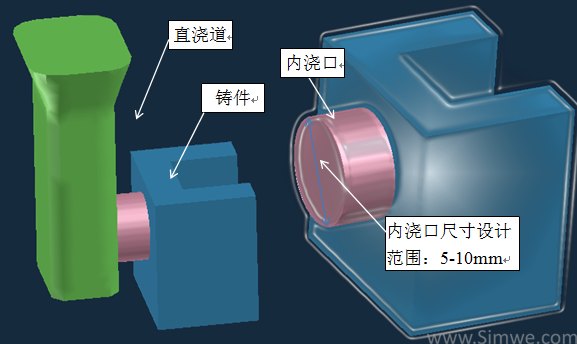
图2 铸件以及内浇口设计参数示意图
3.3分析结果
图3示出了经迭代10次后内浇口尺寸变化对铸件缩孔总量和最大缩孔的影响。由图3可见,经过4次迭代计算后,缩孔的总体积与单个缩孔最大体积均已经低于0.008,达到了约束设定的条件,5-10次的迭代计算主要是对内浇口直径进行细微的调整,以期获得浇注系统尺寸和铸造缺陷的最佳匹配。
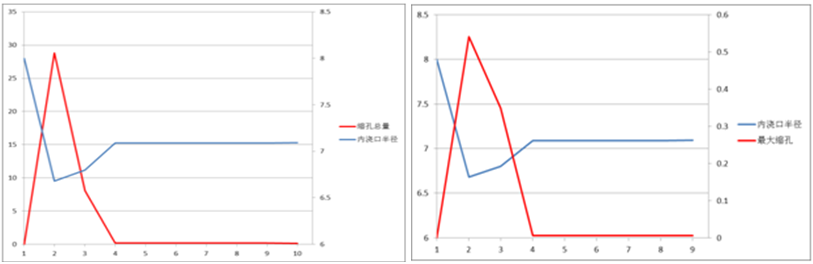
图3 内浇口尺寸变化对铸件缩孔总量和最大缩孔的影响
4结束语
本文介绍了熔模铸造工艺智能优化设计方法的开发流程,实现了铸造工艺设计(CAD) 与模拟仿真(CAE) 数据的耦合。以模拟分析输出结果和几何预定义模式为控制数据核心,通过HyperStudy平台设定约束条件和目标函数,通过后台调用求解器,通过迭代计算的方式分析浇注系统尺寸变化与缺陷的关系,并实现几何数据的智能变化,从而获得浇注系统优化方案。优化技术的应用可以显著提高铸造工艺设计效率,缩短试制周期,保证铸件质量及提高铸件工艺出品率。
5参考文献:
[1]柳百成. 面向21世纪的铸造技术[J]. 特种铸造及有色合金,2000(6):11-12
[2]廖敦明,陈立亮,刘瑞祥,等. 铸造CAD/CAE/CAM一体化技术[J]. 铸造,2005(7):702-705
[3]廖敦明,陈立亮,周建新,魏鹏程,龚雪丹.铸造CAD/CAE智能冒口工艺优化设计[J].铸造,2010(5):482-486
The Intelligent Optimization Design for Investment Casting Process
Liu Haifeng Zhang Yulin Ma Shunlong
Abstract: Based on HyperStudy and other finite element analysis platforms, the intelligent optimization design system for investment casting processwhich is to achieve close integration of the casting process design (CAD) and simulation (CAE) is developed. Firstly, the initial casting process design is evaluated by some software and acquired the casting defects data. Secondly the size range of gating system are set, and the casting defects and objective constraints are set in the HyperStudy. The relationship between gating system size and casting defects is analyzed by solvers called by HyperStudy, and the best match of the gating system size and casting defects are acquired by multi-iterative calculation. The minimize volume of gating system which is met the casting defects requirement can be calculated.
Key words:casting CAD/CAE gating system optimization HyperStudy




