一. 前言
在Simufact.forming中有两类不同类型的弹簧:模具弹簧和通用弹簧。不同于机械工程里常见的拉伸弹簧和压缩弹簧,弹簧在Simufact.forming中主要用于对物体施加力。所施加的力由初始力、弹簧刚度和方向来定义。
在工具条中点击按钮 
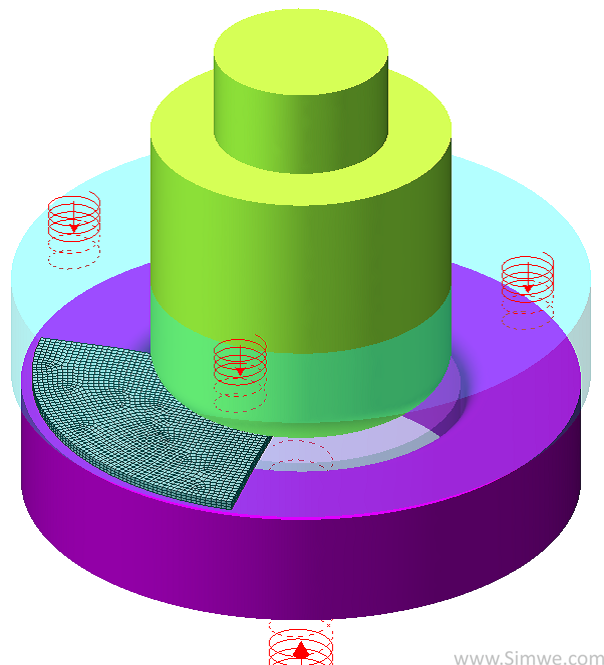
图 1 采用弹簧的模型
Simufact.forming的初级用户对于模具弹簧和通用弹簧的使用会比较陌生,理解起来有一定困难。本文依据软件随机安装文档的有关内容编译而成,希望对广大的用户有所帮助。
二. 模具弹簧
2.1 模具弹簧的定义
模具弹簧可以从真实的成型进程中复现弹簧模具。它们也可以用于控制滑块、液压缸、压边圈或类似物体的运动。模具弹簧的定义不包括模具弹簧的真实装配进程,它只是体现模具弹簧的属性。模具弹簧可以用下列菜单产生。
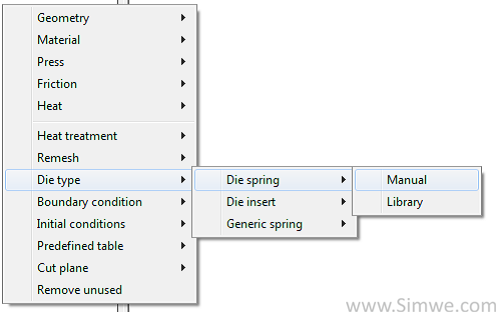
图2 产生模具弹簧
弹簧对话框如下图所示。
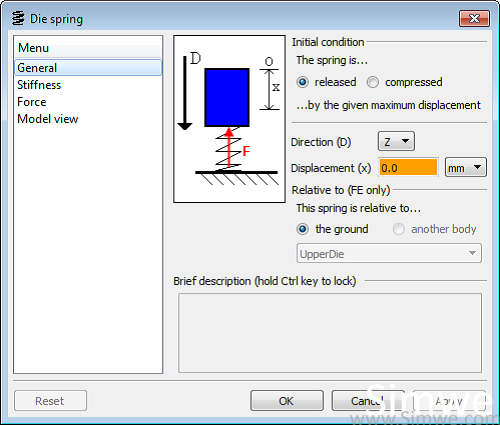
图3 模具弹簧对话窗口
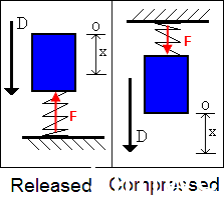
图4 释放的弹簧(左)和压缩的弹簧(右)
在第一个对话框中,用户可以选择弹簧是松弛的或压缩的(如图3所示)。 当在松弛和压缩之间切换时,左侧图形也随之变化,可以看出两种弹簧的弹簧力变化存在差异,参见图4。
-
对于松弛弹簧,弹簧力与方向D相反。随着模具在D方向上的移动弹簧力在增加。松弛弹簧可以用于模拟镦粗设备;
-
对于压缩弹簧,弹簧力与D方向相同。随着模具在D方向上的移动弹簧力在减小。压缩弹簧可以用于模拟压边圈。
弹簧趋向于最小能量状态,因此当压缩弹簧关联到一个物体上,如果没有力作用在该物体上,物体会被移动。
除了定义初始条件和弹簧方向外,必须定义Displacement (x)。这样弹簧就有了运动的两个极限位置。第一个极限位置由模型位置定义,第二个极限位置用该位移来定义。另外,弹簧可以定义为对地的也可以定义为相对于其它物体的。
模具弹簧可以具有线性的(常刚度和常初始力)或非线性属性。如果用户要定义一个非线性的模具弹簧,需要采用表格驱动的刚度和表格驱动的初始力。表格可以是基于时间或进给量的。因此,用户可以模拟任何类型的弹簧。 但需注意:表格驱动的弹簧只能用于FE求解器的仿真分析中。
下面对话框显示如何设置常刚度或表格驱动刚度的模具弹簧。
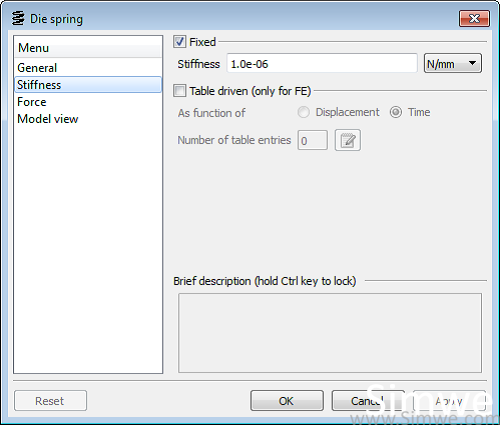
图5 模具弹簧对话框:刚度
第三个对话框也用于设置初始力。与刚度定义类似,初始力可以是常数也可以是一个表格驱动的变量。
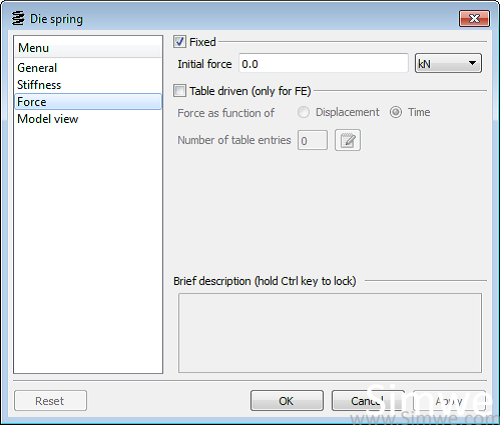
图6 模具弹簧对话框:初始力
总弹簧力计算如下:

其中:
-
F:是弹簧力
-
F0: 初始力,可以用表格定义
-
K: 弹簧刚度,可以用表格定义
-
du:位移
-
uend:运动结束时的模具位置
-
ustart:运动开始的模具位置
最后一个对话框可用于模具弹簧的模型视图设置。
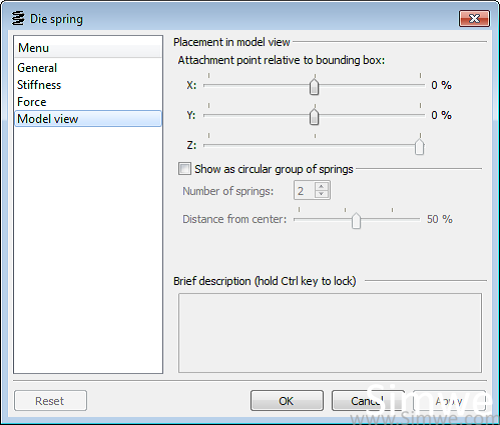
图7 模型视图设置
如果用户采用默认设置,在模型中只显示一个弹簧。但是如果用户激活了Show as circular group of springs,可以在模型中显示更多的弹簧。改变模型视图设置对分析结果没有任何影响。
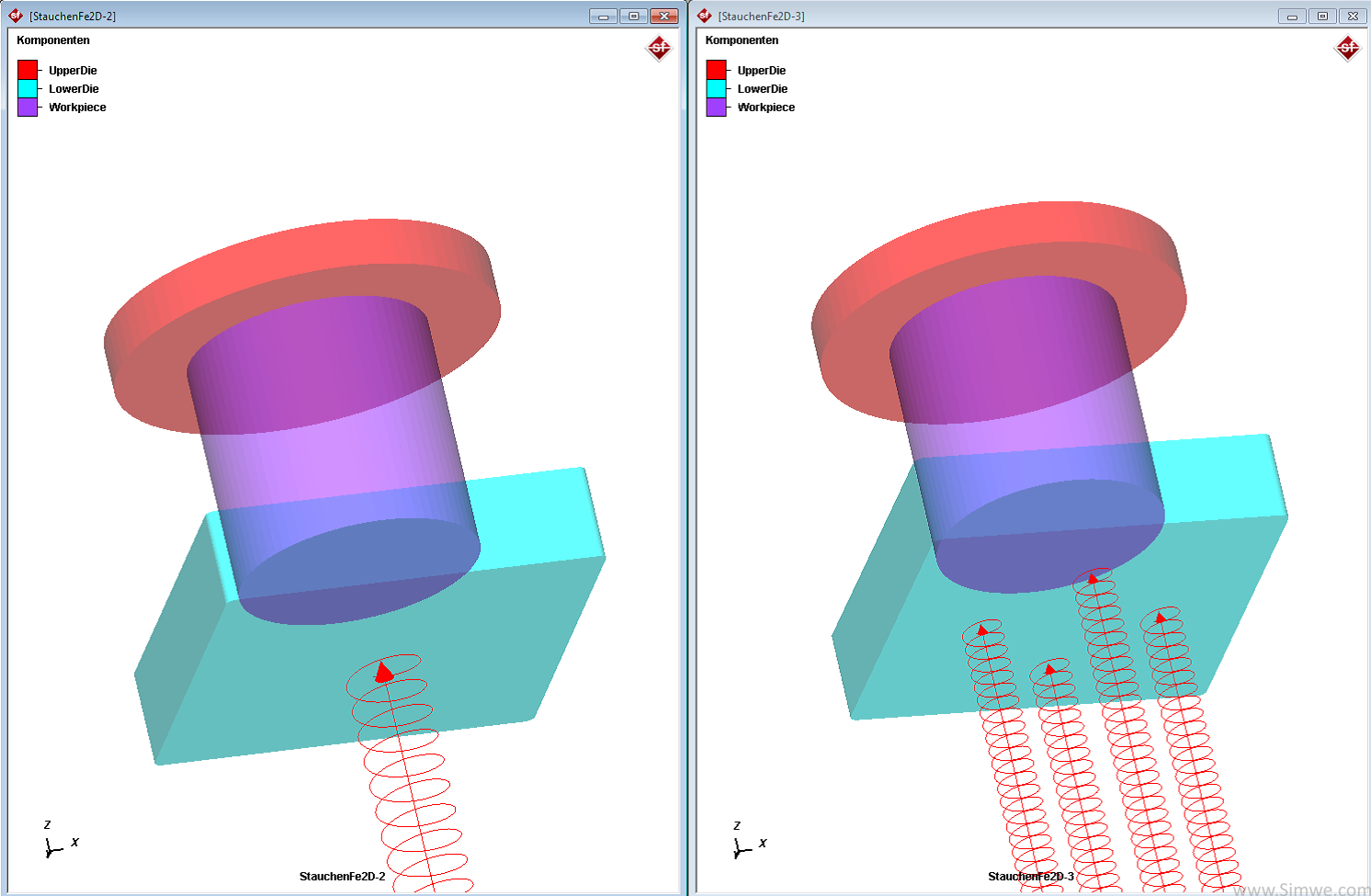
图8 不同弹簧显示设置
2.2 模具弹簧的特性和应用实例
以简单镦粗问题为例来说明一下-z方向的松弛弹簧的行为。在该例子中一个松弛弹簧关联到镦粗进程中的模具。模具沿-z方向运动工件被压。下图中的绿线显示没有初始力、刚度为100N/mm的模具弹簧。紫色线显示刚度相同但有50kN 的初始力的模具弹簧。此时模具只有当压力超过了初始力后才运动。
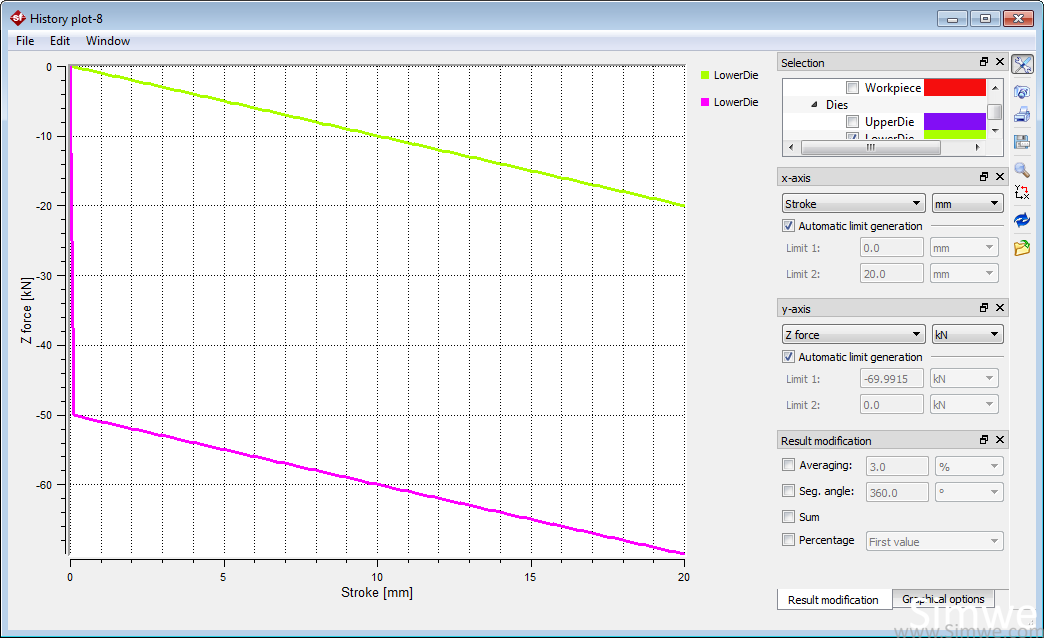
图9 带“模具弹簧”的模具属性
另外一个例子说明一下采用下图所示表格驱动刚度的模具弹簧的应用结果。
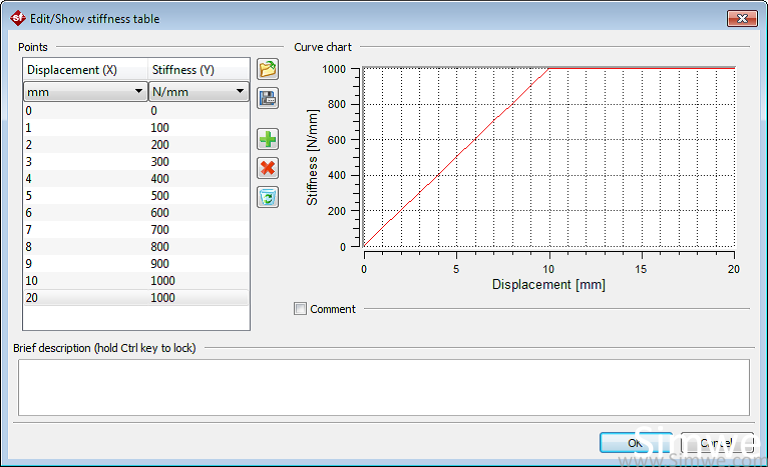
图10 非线性模具弹簧的刚度表格
弹簧刚度采用表格驱动时,其特点如下图所示。
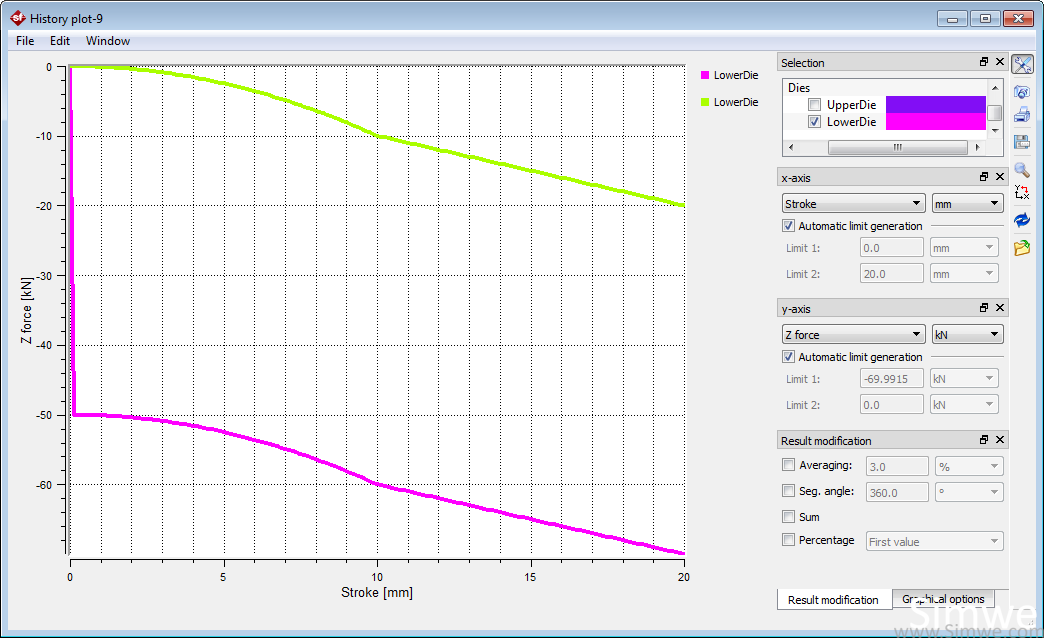
图11 带“模具弹簧”的模具的非线性属性
建议先采用简单模型来研究弹簧的功能和力学特点,再应用于实际仿真分析中。
具有参考物体的模具弹簧
用户可以定义相对于刚体的模具弹簧来限制在这些物体之间的运动并将力从一个物体传到另外一个物体上。可以把一个压边圈连到冲头上来增加冲头运动时的压边力。
需要注意弹簧的位移是根据两个物体的相对位移得到。因此当两个物体沿着负z方向运动时,弹簧位移有可能是正的。请参考例题(Simufact.demos > Tutorial > Cold forming > Flanged socket head bolt)。
具有参考物体的模具弹簧生成步骤如下:
-
创建模具弹簧;
-
把模具弹簧拖拽到一个物体上;
-
打开模具弹簧定义窗口设置参考物体。
如果用户拷贝一个进程并要改变参考物体名,用户需要分开拷贝模具弹簧对象并再关联到改变后的参考物体上。
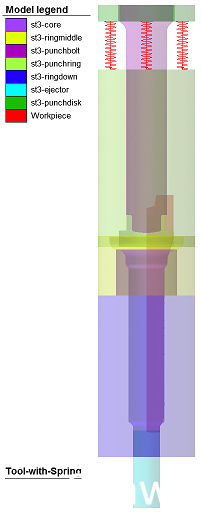
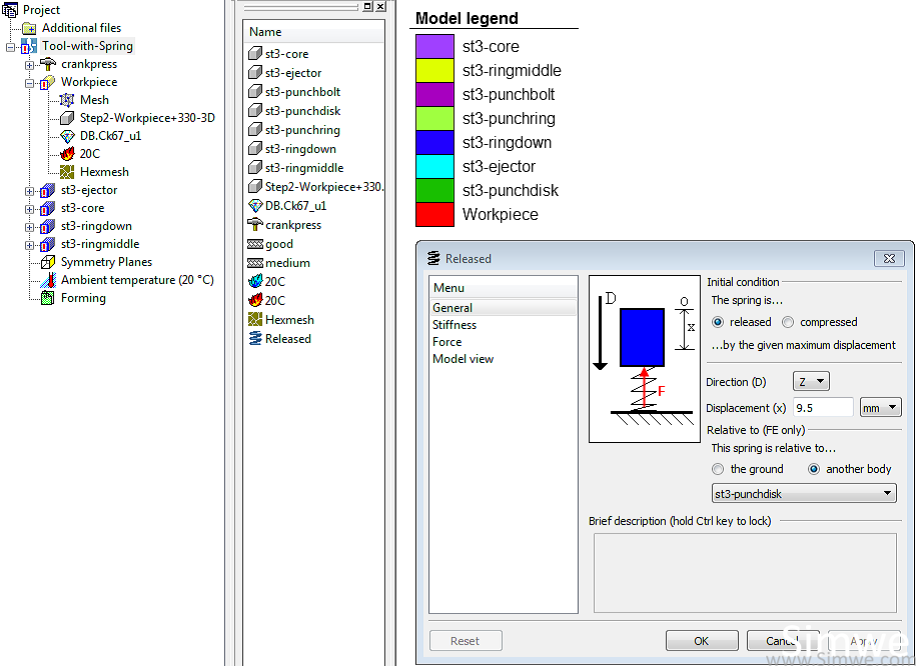
图12 有参考物体的模具弹簧及定义窗口
2.3 使用模具弹簧注意事项
金属钣金成型过程的提示
金属钣金成型过程的提示
在金属钣金成型过程中,压边圈的运动要跟随板材的厚度变化。这意味着压边圈采用的模具弹簧需要在两个方向上都能运动。因此压边圈不能直接置于板材上表面(0距离接触)。如果采用两个方向都施加模具弹簧采用下面过程:
-
定义模具弹簧,选择足够大的位移;
-
放置压边圈在板材上面而不是上表面(别忘了在第一子工步中对压边圈选“忽略”);
-
在仿真开始时压边圈会依据弹簧力自动定位;
-
压边圈可以在两个方向上运动因为已经定义了最小和最大位置;
-
也可以改用通用弹簧。
图13 显示了可以在两个方向上运动的压边圈的模型。
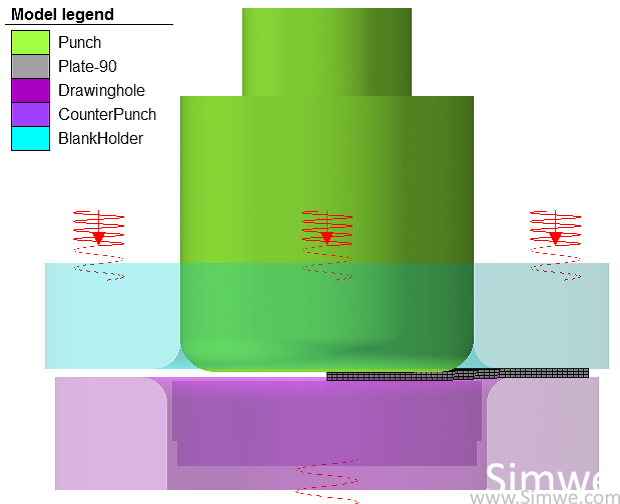
图13 弹簧控制的压边圈
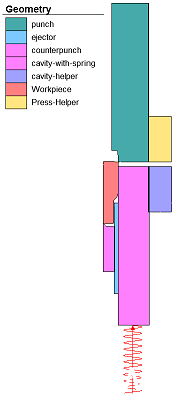
图14 冷成型弹簧模具
冷成型过程的提示:
在冷成型中经常使用被冲头带动的弹簧模具。这种典型的案例不能采用参考其它物体的模具弹簧,这是因为两个刚体可能互相接触。如果要模拟弹簧模具,可以把变形模具粘接到弹簧模具上,变形模具采用一个近似刚性的弹性材料定义。这样变形模具和冲头间的接触是可以的。注意不要忘了定义接触表属性。图14 显示了一个类似的冷成型进程。在该例中,可以看到两个变形模具Press-Helper 和 cavity-helper。Press-Helper被冲头带动,冲头定义为刚体。cavity-helper 是可变形模具并粘接到弹簧模具上。
弹簧模具关联到一个压力机
模具弹簧可以关联到一个压力机相关的模具上。但是弹簧模具不能是唯一与压力机关联的模具,即必须有非弹簧模具关联到压力机。模具弹簧在子工步1、2、4和5被忽略。弹簧初始位置在模具定位后设置。
三. 弹簧和对称边界条件
用户在设置弹簧刚度和初始力时需要考虑对称条件,在设置成型控制时同样也要考虑对称条件。当定义2D轴对称进程时必须定义整个刚度和初始力。采用2D平面模拟时要依据厚度来定义刚度和初始力。在3D模拟时整个弹簧刚度和初始力会依据模型的对称角度自动缩减。 对称角度是自动确定的。在成型控制中,用户可以人工输入对称角或让自动缩减功能不起作用。用户可以在Forming control > Stroke > Adapt forces and energies to workpiece symmetry 中找到该选项。注意该选项只有对带对称平面的3D模型才有。为了得到正确的计算结果,对称平面必须平行于成型方向。
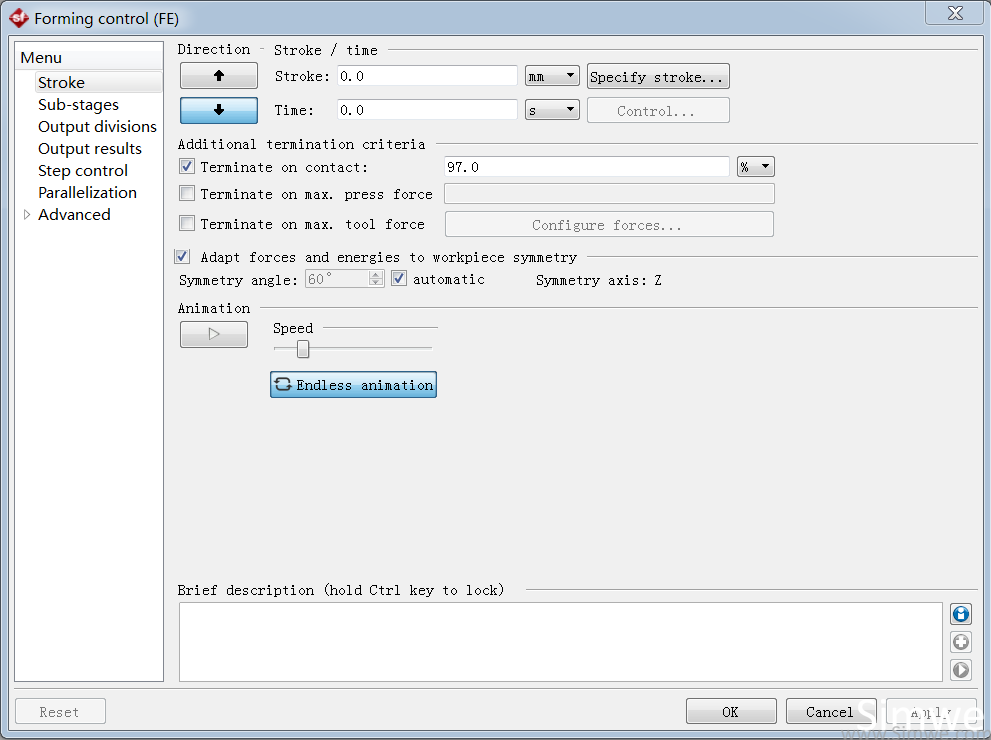
图15 依据工件对称性自动缩减力和能量
如果用户选择了不作自动调整选项, 用户必须依据工件对称角度来定义刚度和初始力。这意味着一个60度角扇形块的工件,刚度和初始力都是全值的1/6。
在以下条件下自动缩减功能不起作用:
-
不能识别由表格定义的压力机的压下方向;
-
模具弹簧和通用弹簧没有作用在压下方向;
-
通用弹簧定义了不止一个方向。
当采用时间历程曲线进行后处理时, 用户可以激活或不激活接触力的自动调整。采用自动调整可以更方便地进行不同对称条件下的进程仿真结果的对比。例如可以比较2D 轴对称与最后3D/60度角扇形块挤压力的比较,此时3D的挤压力可以自动地调整为全部360度完整模型的数值后显示出来。
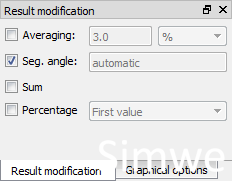
图16 时间历程图中力和能量的自动调整设置
四. 在时间历程曲线中的弹簧力
时间历程曲线按钮 
为了让用户更好地理解模具弹簧的工作,通过下例来解释。此案例基于Simufact.demos > Tutorial > Cold forming > Upsetting of a cylinder 中的演示模型修改而来。在原模型上加了一个新的上模(UpperDiePress)并关联到压力机。老的上模(UpperDie)不再关联到压力机,但是通过作为一个松弛弹簧的参考物体连接到新的模具上。采用下列参数:
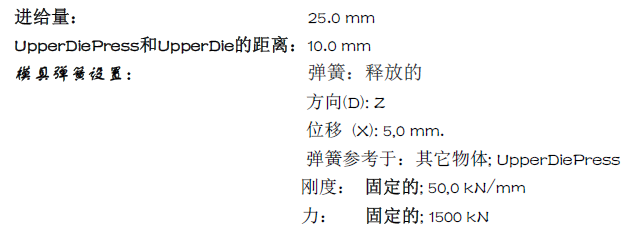
图17 显示了关联到压力机的上模(显示为绿色)和与工件接触的上模(显示为红色)z方向力(左上图)和参考点z方向位移(左下图)。正如前面所述,施加到与工件接触的模具上的力会施加到在模具弹簧中所定义的参考物体上。因此UpperDiePress和UpperDie的力是一致的。
在进程开始时,由于材料属性和摩擦条件的作用,成型力上升。在达到弹簧力(1500 kN)之前,两个模具像被刚性连接一样,它们参考点在z方向上的运动是一致的。当参考力达到弹簧初始力时,弹簧开始受压。弹簧按照用户定义的刚度(50 kN/mm)压缩,因此成型力的增加就减慢了,直到弹簧的最大距离(5.0 mm)。在此压缩阶段,成型力线性增加了250 kN(刚度*最大位移)。当弹簧受压,两个上模参考点的运动发生偏离,直到达到最大位移。当弹簧不能继续压缩时,又呈现出刚性连接的现象。模具的运动又同步了,成形力继续升高。
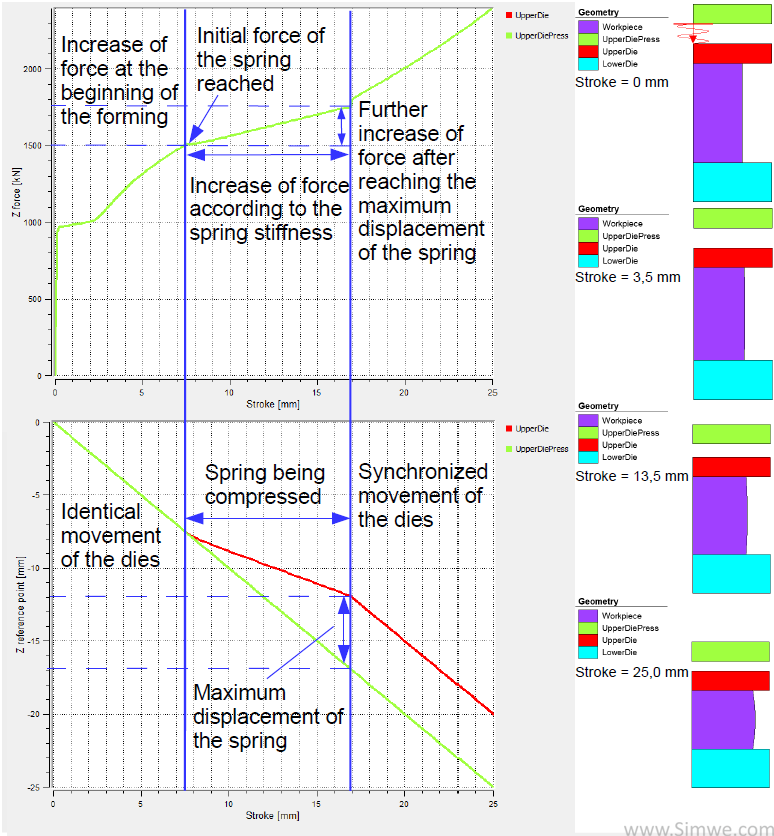
图17 参考物体关联到压力机的模具弹簧的应用案例及结果历程图
通常仿真开始之前首先要做的是进行合理性检查,验证一下在该进程中所有力的合力是否为零或接近于零。但是如果采用了参考其它物体的模具弹簧,这一准则不再存适用。因为弹簧力除了加到弹簧所关联的物体外也加到了参考物体上,这样在进程的总力求和时弹簧力被计算了两次。因此总力就不再等于零。
同理,当在成型控制中采用了Terminate on max. press force 的退出准则时,用户要引起注意。此时,用户设置一个力,当接触力到达该力值时仿真中止。此力是所有关联到压力机上的模具力之和。如果有多个模具关联到压力机,而至少有一个是有带参考物体的模具弹簧,而该参考物体也与压力机关联时,弹簧力也重复计算了两次,原因如上。这会导致过早满足准则并提前中止仿真。为避免此类情况,需要采用Terminate on max. tool force退出准则。
五. 通用弹簧(仅适用于FE求解器)
除了模具弹簧外,Simufact.forming 还可以采用通用弹簧功能。通用弹簧的定义有多种类型:1)常刚度和常初始力;2)表格驱动的增量刚度和常初始力;3)表格驱动力;4)为稳定器。类似于模具弹簧,通用弹簧通过对象栏或插入菜单加到模型中。
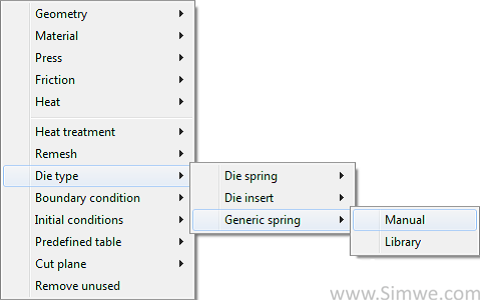
图18 创建通用弹簧
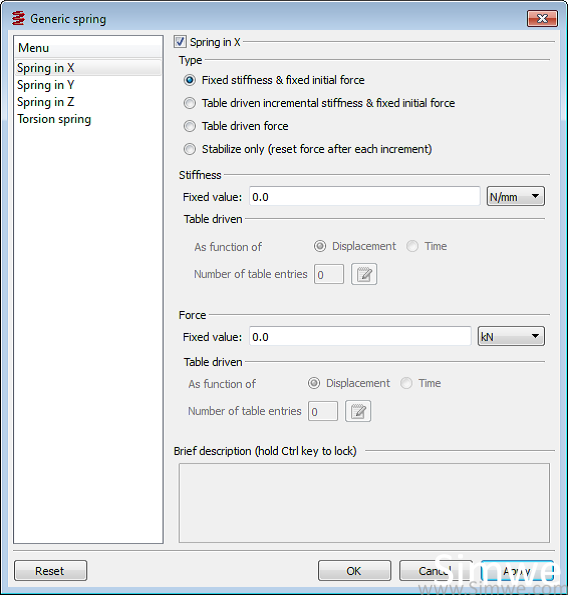
图19 通用弹簧创建对话框
通用弹簧力采用常刚度和常初始力计算如下:

-
F:是弹簧力
-
F0: 初始力
-
K: 弹簧刚度
-
uend:运动结束时的模具位置
-
ustart:运动开始的模具位置
此处需要记住,通用弹簧的位移计算与模具弹簧不同,从上述公式中可以一目了然。如果用户要采用上述公式去模拟弹簧属性,采用下图所示的设置:
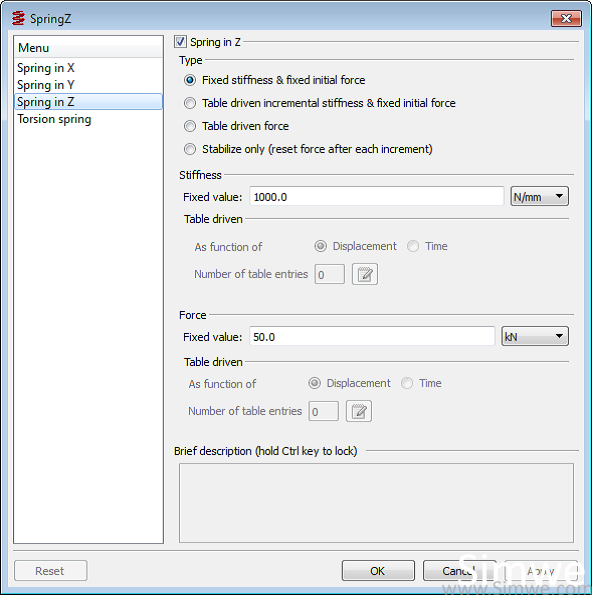
图20 通用弹簧设置
当采用通用弹簧时,弹簧力的方向只用刚度和初始力的代数符号来定义。因而当采用符号不正确时,计算得到的物体位移也不正确。
采用表格驱动的增量刚度的通用弹簧,用户可以定义随位移或时间变化的刚度。因此Simufact.forming 依据位移(或时间)变化计算弹簧力。如果采用表格驱动刚度的模具弹簧,整个刚度用当前的位移来定义,Simufact.forming 不计算力的变化而是计算整体弹簧力随位移的变化。
通用弹簧力表格驱动增量刚度(没有初始力)计算如下:

带有表格驱动刚度(没有初始力)的模具弹簧力计算如下:

其中 a 为刚度变化系数,其它符号参见本文前面说明。
下面两个图显示了表格驱动模具弹簧和表格驱动增量刚度的通用弹簧的差异。对于两种弹簧采用相同的刚度变化表格。为了更易理解,演示一个简单算例。算例计算采用图所示的刚度表格。注意该图采用负z方向。
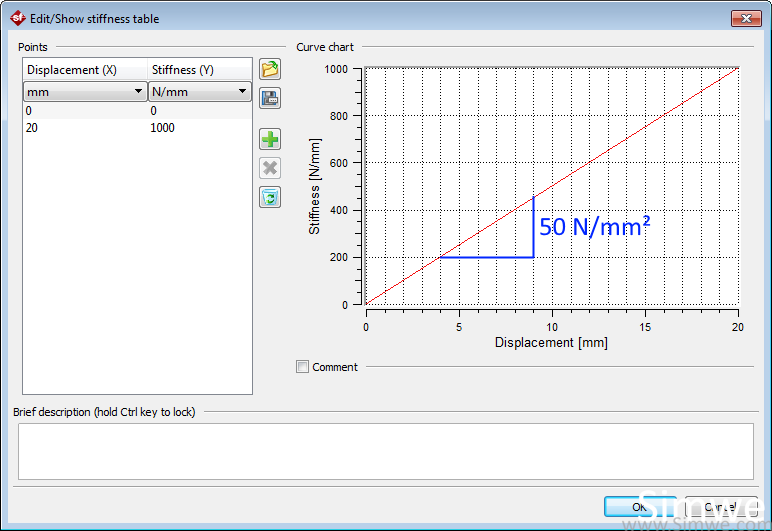
图21 刚度表格
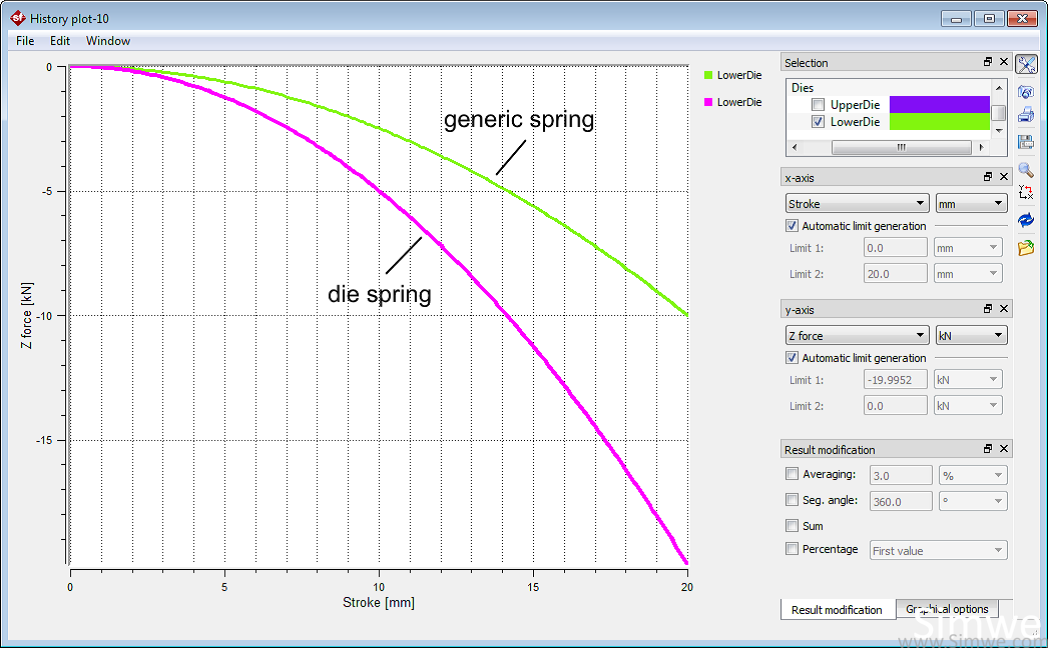
图22 表格驱动的模具弹簧和通用弹簧
对于模具弹簧:

对于通用弹簧:

当采用表格驱动力的通用弹簧时,用户可以定义整体弹簧力作为位移或者时间的函数。此时不需要输入刚度值。
与模具弹簧相反,通用弹簧允许在工件的所有平动和转动自由度上施加力和力矩。这些方向可以参考总体坐标系或者局部坐标系。如果要用通用弹簧来控制物体的运动,通常需要对各个平动或转动方向进行控制。这可以通过模具插入(Die insert)对象来实现。模具插入对象包括6个自由度,这些自由度可以分别设置成自由、由通用弹簧或压力机驱动。如果一个物体包括了局部坐标系(平动或转动),模具插入对象和通用弹簧将在局部坐标系下起作用。如果没有定义局部坐标系,它们在总体坐标系下起作用。模具插入可以通过对象目录或者Insert > Die type> Die insert > Manual来实现。
通用弹簧也可以用作稳定器来稳定一个仿真分析过程。比如,用户可以采用扭力弹簧来稳定环轧或轧制进程中的轧件来避免会引起仿真不收敛的滑动。进一步信息可以参考环轧的有关教程。
当使用通用弹簧时请注意子工步1、2、4和5。在这些子工步中,通用弹簧会产生不理想的行为。推荐将这些子工步单独分出作为不同的进程。另外,Simufact.forming在回程阶段时考虑通用弹簧的作用,这意味着在回程阶段模具会弹回。
有一个通用弹簧的应用例子是模拟压力机的弹性属性。压力机的弹性属性可以导致模具之间存在较小的相对位移。因此,因为压力机力的不均匀分布,下模会有轻微的移动或倾斜。为模拟压力机的弹性属性,用户可以给下模关联一个刚度很高、初始力很大的通用弹簧。更多信息可以参考实例中的内容Simufact.demos > Miscellaneous > Press elasticity。
六. FV法仿真的弹簧
本文前面描述的内容主要适用于FE求解器。FV求解器只能用常刚度和常初始力的模具弹簧。因为在采用FV求解器模拟时要考虑惯性的影响,在某些条件下弹簧的行为可能会与期望的不尽相同。因此,对仿真结果进行后处理时,用户需要仔细检查弹簧的行为和施加的力。




