1 引言
压铸模CAE 模拟分析是基于铸造数值模拟仿真技术, 通过对压铸铝合金液充型过程中的流动场、铝合金液凝固过程中的温度场、压铸模温度场进行仿真模拟, 分析铸件可能出现的缺陷, 评价模具浇注系统、冷却系统与压铸工艺参数是否合理,从而对其进行优化。
压铸模CAE 模拟分析过程一般包含三部分: 首先将压铸模设计后, 将输出的STL 接口文件输入到前处理模块进行网格划分; 然后用压铸CAE 系统的计算模块进行充型、凝固过程和模具温度场的计算分析; 最后采用后处理模块进行结果显示, 分析铸件可能出现的缺陷, 判断模具设计和浇注工艺设计是否合理, 为压铸模设计和浇注系统的优化提供理论依据。
现利用Anycasting 压铸过程仿真分析软件, 对前盖压铸模在设计过程中辅以CAE 模拟分析, 根据模拟结果优化压铸浇注系统和压铸模结构设计。
2 前盖零件结构分析
图1 为某新型发动机前盖, 材质为铝合金A380 , 重3. 125 kg , 外形尺寸430 mm×310 mm×70 mm,平均壁厚4 mm。前盖分别与滤清器、冷却器、油泵盖等零件相连接, 主要起支撑、防护、冷却作用。铸件内部质量要求较严格, 零件密封表面气孔不得大于0. 5 mm,其他加工表面气孔不得大于2 mm。气密性试验要求: 与冷却器和滤清器连接的油道为高压油道,要求在721 kPa 压力下每分钟渗漏量小于10 cm3 ; 整个腔体要求在70 kPa 的压力下每分钟泄漏量小于10 cm3。
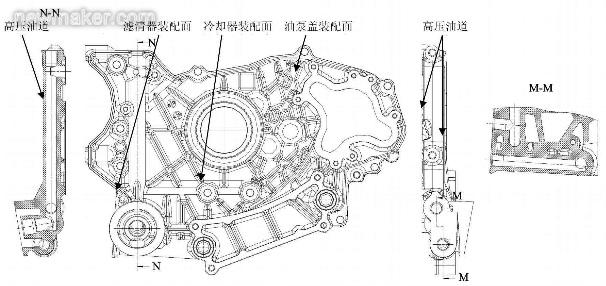 图1 发动机前盖
图1 发动机前盖
3 浇注系统设计与优化
3. 1 浇注系统设计
由于铸件有气孔率和气密性要求, 根据铸件投影面积, 为了有足够的锁模力保证铸件充型及内部质量, 采用1 模1 件, 并选用锁模力为12 500 kN 的卧式冷室压铸机压铸。
根据经验,结合图1 压铸件特点,靠近滤清器和冷却器一侧需要布置滑块和型芯而无法在这一侧开设浇道, 因此考虑采用图2 所示浇注系统。内浇口高度取3 mm, 并运用UG软件对铸件进行分型和浇注系统三维建模, 铸件收缩率取0. 55 % , 图3 所示为模具分型面示意图。
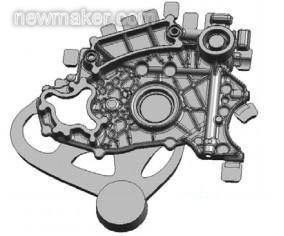
图2 浇注系统
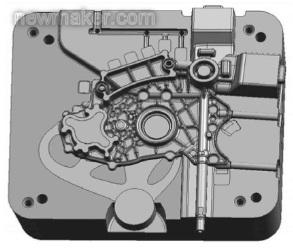
图3 分型面示意图
3. 2 浇注系统模拟分析
首先将铸件、浇注系统、溢流槽、模具镶块等三维数字模型输出成STL 文件, 分别导入到Anycasting软件的前处理模块进行网格划分。
然后设定铸件和模具的材质、初始值条件、热传导条件、浇口尺寸等工艺参数。在压铸过程中,压铸工艺参数有压力、充填速度、金属液充填特性、模具型 腔和合金 的温度等, 这些参数影响到金属液填充和最终铸件质量。在应用Anycasting 进行模流分析时, 首先设定这些参数模拟生产情况下的铝合金液压铸充填、凝固过程。选取的压铸工艺参数如表1 所示,铸件和模具材质的物理性能如表2 所示。
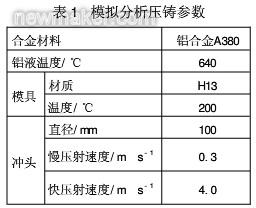
图4 为型腔充填过程模拟,金属液通过浇口后,从铸件一侧边缘沿着型腔壁填充,在0. 402 7 s ,高压油道部位(A 处) 产生卷气现象。在0. 415 4 s ,滤清器部位(B 处) 发生明显的卷气现象, 最后填充部位在与滤清器相接的端部(C处) 。
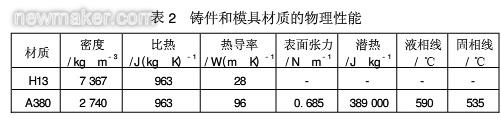
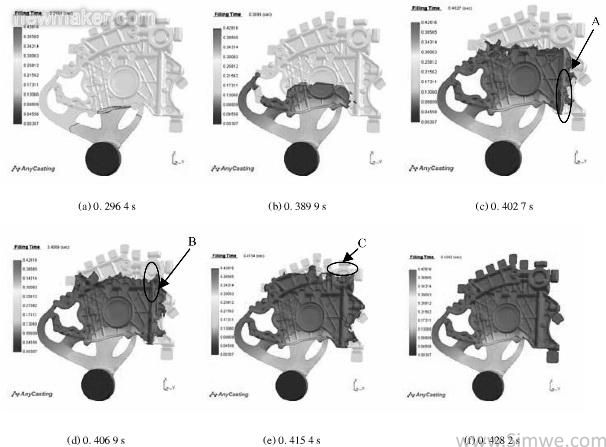
图4 型腔充填过程模拟
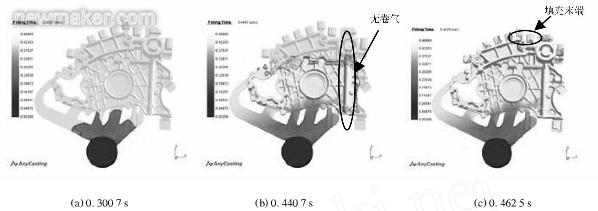
图5 浇注系统优化后型腔充填过程模拟
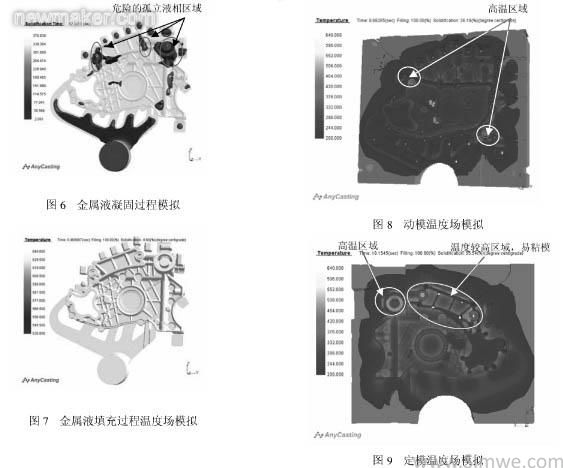
4. 2 模具温度场模拟分析与模具结构优化
模具温度场模拟如图8、9 所示。
根据金属液凝固过程模拟分析和模具温度场模拟分析, 在金属液凝固过程中存在危险的孤立液相区域, 应在模具温度场较高部位布置局部强制冷却结构, 控制模具局部温度和金属液凝固速度。在与滤清器相接部位增加局部挤压结构, 对零件厚壁部位的缩孔进行补缩。根据模具温度场分析, 零件上与装冷却器相接部位凝固过程中温度较高, 容易粘模,考虑该部位有较大包紧力,建议增加定模推出机构,如图10 所示。

5 试模
采用优化的浇注系统设计、制造模具,并进行试模和压铸生产, 生产的压铸件尺寸精度和内部铸造质量均满足设计要求。
6 结束语
压铸模CAD/ CAE 系统科学地将压铸模的设计、模拟分析连为一体, 不仅缩短了模具设计、制造周期,而且优化了压铸工艺,大大降低了人为因素对模具质量的影响, 是保证模具生产质量和生产周期的有效手段, 也是降低成本、提高竞争力的重要途径。




